






D-93发动机的高压压气机和高压涡轮结构解析|陈光谈航108
- T大

5 高压压气机
图24示出RD-93高压压气机结构图。9级高压压气机中前3排静叶(0级、1级与2级)做成可调节的,第9级静叶做成两排,以便将气流顺直后流入燃烧室。转子中的盘鼓采用两种连接方式。
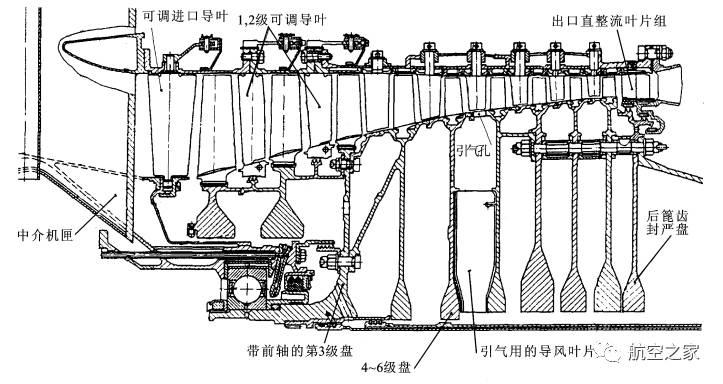
图24、RD 93高压压气机结构图
5.1 转 子
RD 93高压压气机转子中,轮盘与鼓环间采用了两种不同的连接方式,分成4段,即1级与2级焊接成—件,4~6级焊接成一件,第3级盘是单件但带前伸的轴,在大直径处用短螺栓与1~2级转子及3~4级间鼓环相连,在小直径处用短螺栓与4~6级转子相连。
6级盘后的鼓环以多根长螺栓与7~9级盘、篦齿封严盘、后轴以及相应的鼓环相连。
5.1.1 焊接转子
1级盘在轮缘处向后伸的鼓环与2级盘前伸的鼓环通过焊接连接在一起,2级盘后伸的鼓环与带安装边的3级盘前端的鼓环也是通过焊接连在一起。前3级盘采用 BT 9钛合金,4~6级轮盘采用高温钛合金。
4~6级轮盘与鼓环间也是通过焊接连接成—体的。这种用焊接方法将轮盘、鼓环焊接在一起形成一件整体、不可拆卸转子的设计,可省去连接件,使发动机的零件数与重量均能降低,是提高发动机推重比的一项有效措施,已在现代发动机中广泛采用。转子焊接的方法有电子束焊与惯性摩擦焊,早期的发动机中也曾用过氩弧焊(RD 93采用电子束焊)。
至于RD 93中为何不将1~6级轮盘、鼓环焊接成一体,而分成三段、2个焊接转子,其原因是两段的材料不同,而将同牌号的钛合金焊成一体。如果将所有6级的轮盘、鼓环均用同一型号(4~6级的材料)的钛合金制成,成本虽有所增加,但可减轻重量,且减少了发动机零件数,还可提高发动机的可靠性。
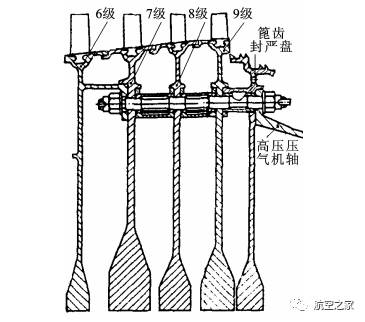
图25、高压压气机转子后几级连接结构
5.1.2 长螺栓连接的转子
高压压气机7~9级盘、鼓筒、篦齿封严盘及高压压气机轴间采用多根长螺栓连接的结构,如图25所示。各级盘间夹着一个等直径的鼓筒,鼓筒与盘靠圆柱面定位,用一组长螺杆将鼓筒和各级盘拉紧,靠端面摩擦传扭。
为防止鼓筒在夹紧时发生变形,鼓筒和长螺杆间还装有衬套(如图26所示,图中鼓筒的2个安装边是向下的,而 RD 93鼓筒的安装边是向上的)。螺杆在与盘配合的位置处直径加大,用来径向定位,必要时还可剪切传扭。装配时必须严格控制螺杆的预紧力,以防工作时转子刚性变差,或螺杆内应力过大,以致断裂。
同时还要保证各杆的受力均匀。7~9级盘采用了ЭП741НП高温粉末冶金材料,估计当年苏联还未掌握这种材料的焊接技术,因而不得不采用复杂而重的多根长螺栓连接方式(AL 31F也采用这种设计)。
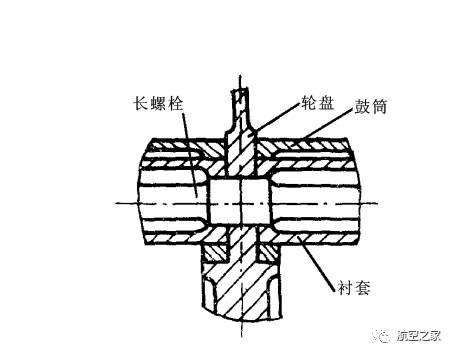
图26、轮盘、鼓筒、长螺栓、衬套关系图
这种用长螺栓连接盘、鼓筒的结构,早在20世纪50~60年代,普惠公司的军民发动机J57、J75、JT3C、JT3D和JT8D已采用过,其特点是转子可拆卸,在翻修中能更换有缺陷的盘,但零件数多,结构重量大。图27为JT8D 200发动机,其高压压气机转子即采用多根长螺栓
连接的结构。在20世纪70年代普惠公司的发动机压气机转子中,以短螺栓取代了长螺栓连接,例如JT9D与F100 PW 100发动机;到了20世纪80年代则以焊接转子取代了以螺栓连接的转子,例如PW4000发动机与F100 PW 229。
在现代的军民用发动机高压压气机转子中,一般将前段钛合金的盘、鼓环焊接成一件,用高温合金制成的后几级盘、鼓环也焊接成一件,大大简化了结构设计,并降低了压气机的重量,图28所示的 CFM56高压压气机转子即是一例。
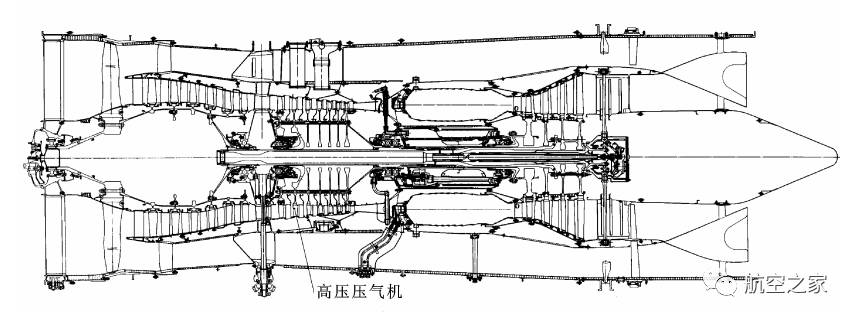
图27、JT8D 200发动机高压压气机转子采用了多根长螺栓连接结构
5.1.3 第3级轮盘带轴
高压压气机前轴不是作在第1级盘前,而是作在第3级盘前,使3号轴承处于1级、2级盘间(参见图24),这样可缩短2支点的高压转子支承距离缩短,有利于转子动力学的设计。
但是,由于1级与2级盘中心安置滚珠轴及轴承座等零组件,使轮盘中心孔孔径很大,孔边周向应力大增,只得将轮盘轮心部分做得很厚。
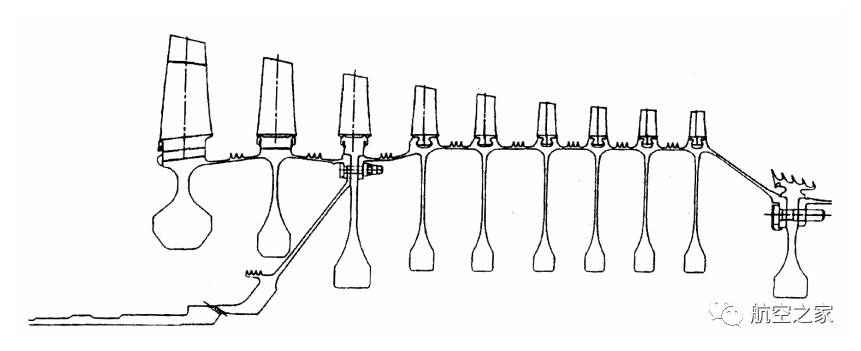
图28 、CFM56高压压气机转子
5.1.4 环形燕尾槽
1~3级盘采用常用的轴向燕尾形榫槽,而4~9级盘采用了环形(周向)燕尾形榫槽,相应工作叶片榫根也做成环形燕尾榫根,这种结构不仅使盘的榫槽加工容易、省时,而且有利于在外场只要打开压气机机匣即能更换工作叶片,因此,这种设计已广泛用于现代发动机中。
按发展时间看,RD 93与 AL 31F是最早采用这种设计的发动机。由于环形燕尾榫根承载面积小于轴向燕尾榫根较多,因此,风扇,高压压气机前2级、3级由于叶片长,重量大,工作时离心负荷大,因而仍采用轴向燕尾形榫根(但 AL 31F的压气机中,全部轮盘均采用了环形燕尾槽)。
5.1.5 引气用的抽风叶片
在第5级盘后的鼓筒上开有引入冷却高压涡轮的高压空气进气口(30个),为了使此股高压空气能顺利向后流经高压压气机后轴内腔至高压涡轮,在5级盘后端面上焊有由6个叶片组成的导风轮(叶片焊在导风轮上),用以将空气导入至转子内腔,这种装置已在一些发动机中采用。

5.2 静 子
5.2.1 静子叶片无内环
除前3排(0~2级)静子叶片做成可调节的带有内环外,3~9级静子叶片均不带内环,叶片是悬臂地固定于机匣中,AL 31F采用了类似的设计。
根据统计,大多数军民用发动机中,高压压气机静叶带内环,罗·罗公司以及罗·罗公司参与研制的发动机,例如:斯贝、泰、RB199与EJ200不带内环。
5.2.2 钛合金静叶
0~6级静叶采用了钛合金。早期,为了减轻发动机重量,在高压压气机中,只要温度允许,静子叶片、工作叶片与轮盘均采用钛合金。
但在使用中,曾出现多起由于钛制转子与钛制静子(静叶、机匣与封严环等)相碰摩而引发钛着火,烧坏发动机甚至引起飞机失事的事件。
因此,在20世纪80年代前后,很多发动机中高压压气机的静子叶片已不采用钛合金,而全部采用合金钢甚至镍基合金(例如PW4000)。
在苏联,也采取了类似措施,例如在苏联的统一民航适航性标准中明确规定,高压压气机零件使用钛合金的温度限制为:转子叶片500℃,静子叶片330℃,机匣及封严环330℃,篦齿环300℃。根据这一标准,几种民用发动机静子叶片材料均做了更换。
6 高压涡轮
6.1 单级高压涡轮
这是现代军用发动机中采用较多的,除普惠公司的F100为双级外,全都采用单级,例如:F101、F110、F404、M88、EJ200和F119等。
高压涡轮采用单级,会使级的气动负荷大,对效率稍有影响,但却使发动机零件数减少,重量轻,这对用于战斗机的发动机更为有利。
在干线客机用的发动机中,高压涡轮大多采用2级,但波音737用的CFM56系列发动机也用了1级,据GE公司介绍,它也是用牺牲性能来达到简化结构、减轻重量的目的。
6.2 单晶叶片
高压涡轮叶片采用单晶精铸件,是采用单晶材料较早的发动机之一,由于当时单晶铸造技术并不十分完善,因此允许每台发动机中有少部分双晶或三晶叶片,这在一般发动机中还是少见的。
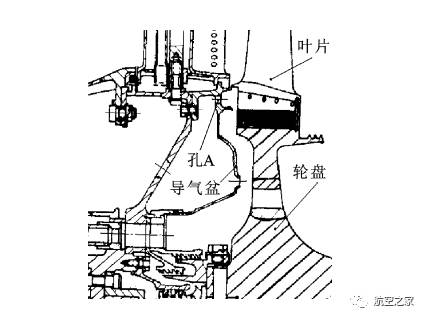
图29、WP7乙高压涡轮叶片冷却空气的引入
6.3 叶片冷却
冷却高压涡轮工作叶片的空气,在早期一般由燃烧室二股空气中通过导气盆上的孔直接吹向叶根处,例如图29所示的 WP7乙中的孔 A,由于涡轮盘是高速转动的,因此空气是斜着冲入叶根的,对叶片冷却不十分有利。
因此,在20世纪60年代以后的一些发动机中,冷却空气通过预旋喷嘴(由采用涡轮叶型的预旋叶片组成)顺着盘旋转方向斜着流出,由于盘是旋转的,因此气流是直着喷向叶根,不仅气动损失小,而且由于进入叶根的空气在预旋喷嘴中膨胀降温,使进入叶根的冷却空气静温还会低40~60 ℃,大大提高了冷却效果。
图30所示的CFM56高压涡轮工作叶片冷却空气,即是通过预旋喷嘴流后叶根的,类似的结构在许多发动机中采用,例如罗 ·罗的斯贝、泰与 RB211,普惠的 JT9D、PW2037与 PW4000,苏联的 P29 300等。
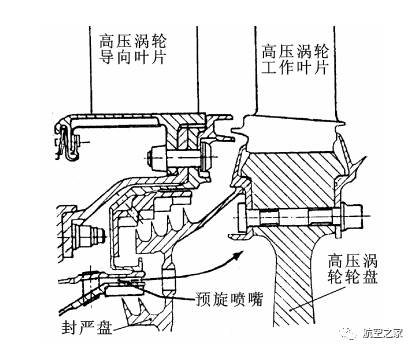
图30、CFM56高压涡轮叶片冷却空气的引入
在 RD 93中,对高压涡轮工作叶片冷却的空气采用了更为有效的流路设计,其冷却空气不是来自高压压气机后的空气(燃烧室二股空气),而是来自压力较低的高压压气机第5级后,通过焊在5、6级盘上的引气用导风叶片(见图24),将空气导入到转子内腔与高压压气机后轴内腔向后流向高压涡轮。
在高压涡轮盘前装有一特制的导风轮,导风轮上有径向叶片如图31所示,当空气由高压压气机轴腔内向后流到联轴器时(见图13),通过端面齿联轴器齿隙流到涡轮盘与导风轮间的腔室中,在导风轮叶片的作用下,被甩到外缘,压力得到提高,从而流入叶根处的冷却空气进气孔,进入叶片。
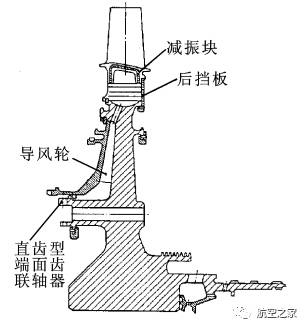
图31、RD-93高压涡轮转子
由于对叶片冷却的空气是高压压气机5级后的,压力与温度均较由燃烧室二股空气中引气的空气压力与温度低,因而冷却效果将大大提高,是一种较有效的设计。CF6 80C2采用了类似的设计,如图32所示,但它的冷却空气仍是采用了高压压气机出口空气。
此股空气由位于高压涡轮前轴承(5号轴承)后的导流器(类似压气机转子上的引气导风叶片)径向地向导引至轮盘与空气导筒间的环形腔室中。
两级盘用锥形鼓环相连,鼓环前装有带径向叶片的盖板,形成了一套带盖板的离心叶轮,工作时,离心叶轮不仅将环腔中的空气甩向叶片榫根处,而且还提高了空气压力与速度,增加对叶片的冷却效果;
另外,冷却空气由导流器流进1级盘与高压涡轮轴间的腔室时,随气流进入的尘埃会在离心力作用下甩到腔室外缘而不会进入叶片榫根。
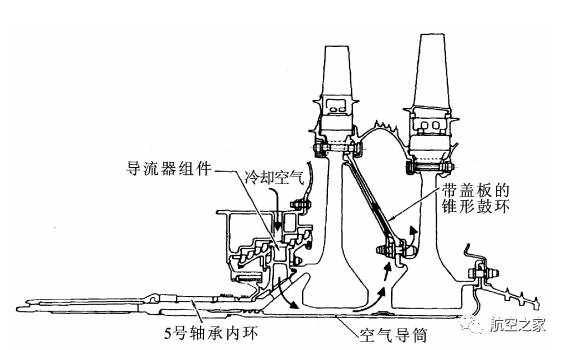
图32、CF6 80C2高压涡轮转子
比较 RD 93与 CF6 80C2高压涡轮工作叶片冷却气路的设计可以看出,RD 93的设计优于CF6 80C2的,因为它引用的空气是高压压气机5级后的,因而冷却效率更高,但它没有分离尘埃的功能。












